

Héichqualitativ CNC Pressbremsherstellung
1. En elektrohydraulescht System gëtt ugeholl fir duebel Zylinder ze kontrolléieren fir eng héich synchroniséiert Kontrollgenauegkeet, héich Biegegenauegkeet a Repositionéierungsgenauegkeet ze kréien.
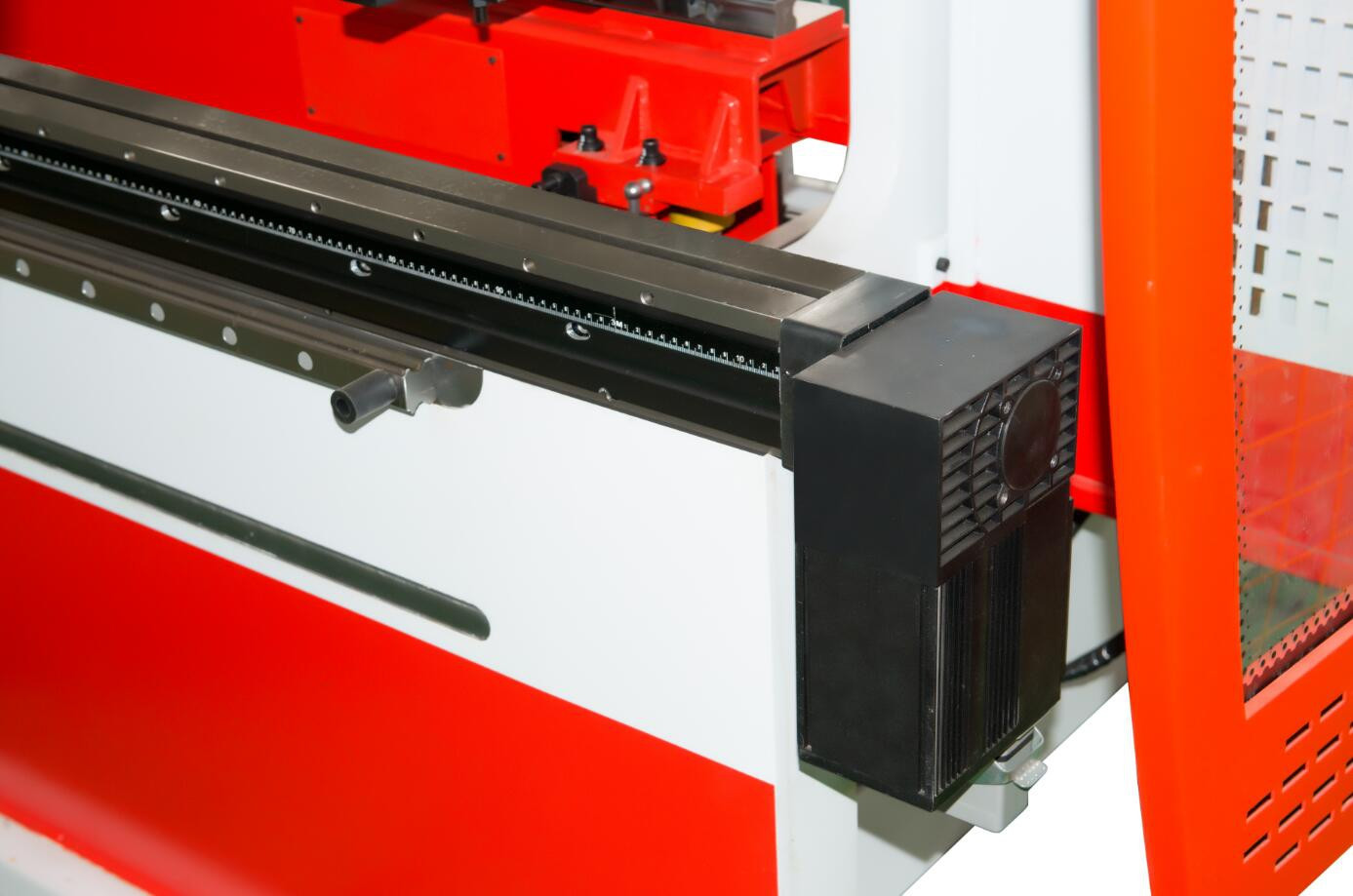
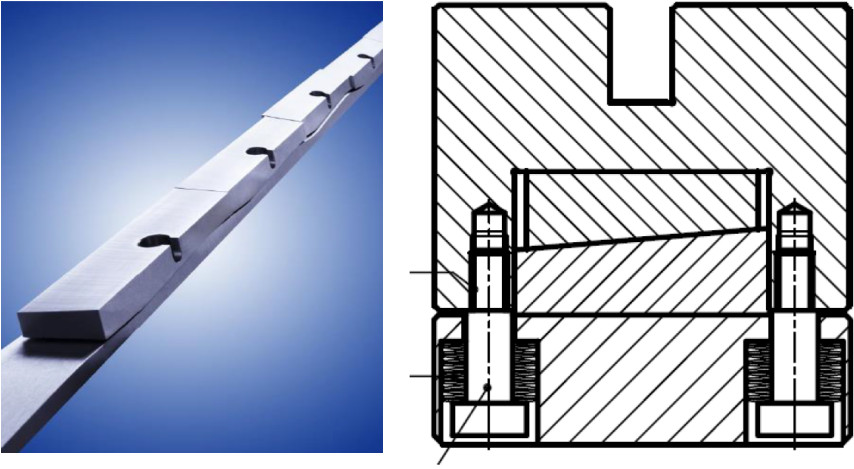
2. De mechaneschen Auslenkungsautomatik-Kompensatiounssystem gëtt agefouert fir den Afloss vun der Deformatioun vum Schieber während dem Béiprozess op d'Qualitéit vum Werkstéck ze léisen. D'Héicht vun der Kompensatioun gëtt automatesch vum CNC-System ugepasst fir d'Genauegkeet ze garantéieren.
(1) D'Maschinn gëtt duerch eng zwee-Weeër-Astellungsstruktur kompenséiert, déi d'Kompensatioun vun der Quer- a Längsrichtung vun der Maschinn erfëlle kann.
(2) D'Method vun der dichter Punktkompensatioun gëtt ugeholl fir d'Biegegenauegkeet méi präzis ze maachen.
(3) D'Kompensatioun vum Material mat der selwechter Beschichtungsdicke, wann d'Placke montéiert sinn, ënnerscheet sech vun der hydraulescher Kompensatioun an der Hin- a Herbewegung vun der Struktur. D'mechanesch Kompensatioun reduzéiert d'Middegkeetsverformung vun der Maschinnenarbechtsbank staark a verbessert hir Liewensdauer.
(4) Benotzt e spezielle Reduzéierer an e präzise Potentiometer fir d'Genauegkeet vun der Kompensatioun präzis ze kontrolléieren.
(5) Am Géigesaz zu der Dräi-Placke-Struktur vun engem hydraulesche Kompensatiouns-Aarbechtsdësch benotzt dësen Apparat en Een-Placke-Aarbechtsdësch-Design, wat Stéierungen beim Béien vum Werkstéck effektiv verhënnere kann.
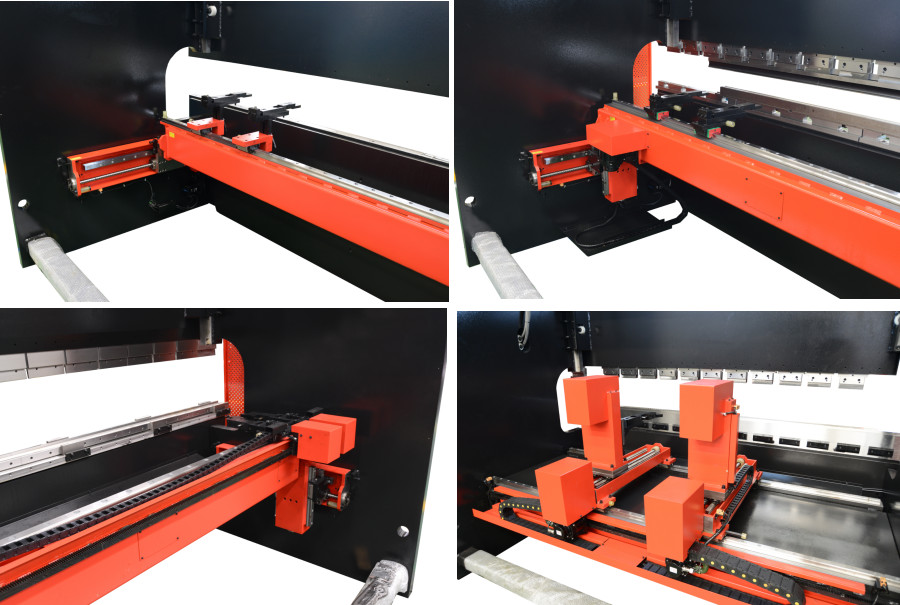
3. Multifunktionellt Réckanlag, dat op 6 Achsen erweidert ka ginn, z.B. X1- an X2-Achsen fir hin an hier, R1- an R2-Achsen fir no uewen an no ënnen an Z1- an Z2-Achsen fir lénks a riets. D'Béie vum Werkstéck kann flexibel realiséiert ginn.
4. De Kader gëtt nom Schweessen an engem Stéck zesummegebaut, en gëtt vum CNC-Pentaeder-Veraarbechtungszentrum veraarbecht, wat d'Steifheet an d'Veraarbechtungsgenauegkeet vum Kader garantéiert.
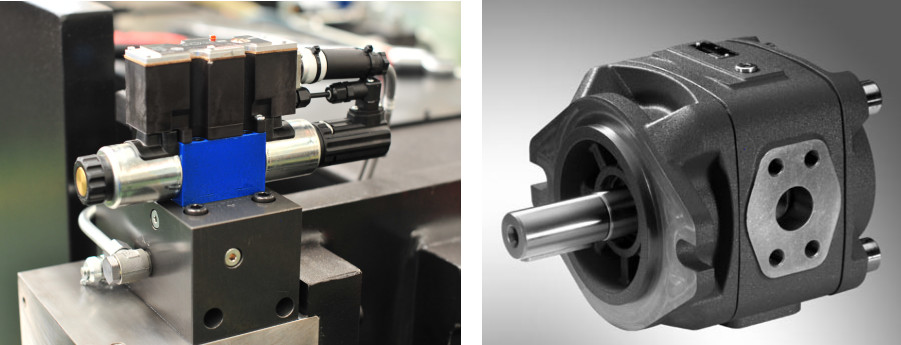
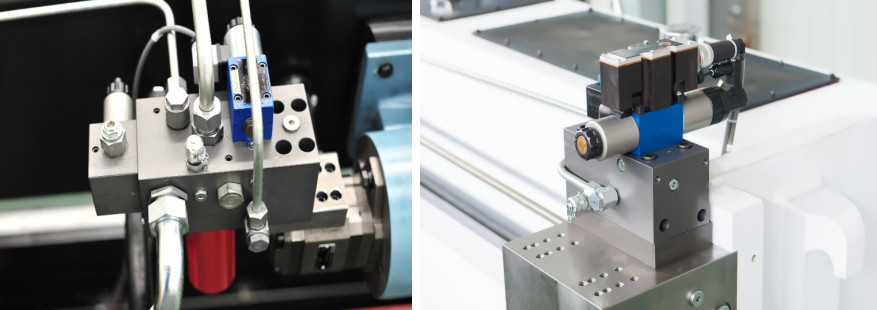
5. Integréiert hydraulescht Kontrollsystem reduzéiert d'Pipeline, vermeit doduerch Uelegleckage a verbessert d'Stabilitéit vun der Leeschtung, och d'Erscheinung vun der Maschinn gëtt verschéinert.

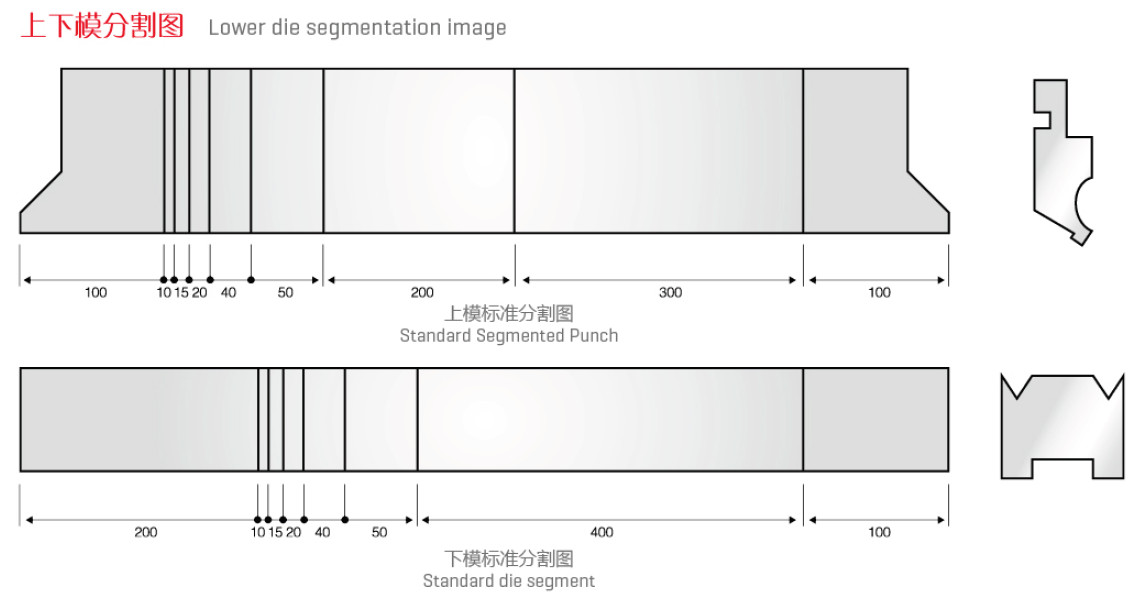
6. De segmentéierte Stanz kann mat enger bestëmmter Längt kombinéiert ginn, jee no der Biegefuerderung vum spezielle Werkstéck.
7. Hydraulescht Stempel automatesch Spannung oder mechanesch Schnellspannung kann als Optioun equipéiert ginn fir d'Aarbechtslaascht ze reduzéieren an d'Aarbechtseffizienz ze verbesseren.

8. Den CNC-System benotzt den Delem CNC-System. Dëst CNC-System ass mat der neister elektronescher Schaltung, engem TFT-Display mat richteger Faarf an héijer Opléisung an engem méisproochege Menü ausgestatt. Et ass en éischtklassegt Kontrollsystem fir Béimaschinnen international.
9. Den Halskompensatiounsvorrichtung vum Typ C ass ënnert dem Hals vun der Maschinn installéiert, déi mam Detektiounsvorrichtung verbonnen ass. Déi kleng Verformung vun der Biegkraaft beaflosst d'Miessgenauegkeet vum System net, an d'Biegpräzisioun vun all Déckt a Materialplack kann garantéiert ginn.
10. Frontënnerstëtzer a Linerféierung maachen d'Bewegung méi einfach


Delem DA66T CNC-Steierungssystem mat international fortgeschrattem Niveau
1. Vollstännegt WINDOWS® Betribssystem, kann d'Maschinn direkt ausschalten;
2. Auswiel vu verschiddene Sproochen mat praktescher Operatioun;
3. Modesch Erscheinungsbild mat mënscheorientéiertem Betrib;
4. Intelligent Modulstruktur, de System kann op 24 Achsen erweidert ginn;
5. 17 Zoll TFT Echtfaarf-LCD-Display, 2D-grafesch Programméierung;
6. Agebaute PLC fir de Circuitdesign ze reduzéieren an d'Zouverlässegkeet ze erhéijen;
7. USB Maus-Port, Tastatur-Port;

8. Automatesch Akkumulatioun vun der Maschinnenaarbechtszäit a Béizäiten;
9. Automatesch Kompilatioun a Biegsimulatioun vun der Biegprozedur;
10. Zoom fräi vum Maschinnenerscheinung, Tool a Werkstéck mat engem Verhältnis vun 1:1:1 mat Grafikformat;
11. Digital, grafesch an aner Mëttele fir d'Programméierung vun de Formen, flaach Form, grouss Bouform, Multi-V-Nut-Form, variabel V-Nut-Form;
12, automatesch Wénkelkorrekturdatenbank, selbstléierend Biegtoleranztabell an omni-direktional Kollisiounserkennungsfunktioun, eliminéiert Offallprodukter;
13. Feeleralarmsystem fir Feelerbetrieb ze vermeiden;
14. Speicherkapazitéit 1G
15. Ferndiagnos;
16. Maschinn speziell Analysesoftware, Echtzäit Iwwerwaachung;
17. Spezial Offline-Programméierungssoftware kann d'Programméierungszäit reduzéieren an d'Effizienz erhéijen;
18. agebaute Dateiverwaltungssystem, Texteditor;
19. Tandembetrieb;
20. Den Operatiounspanel ass mat engem Noutstopp, engem manuelle Schieber an enger ergonomescher Perspektiv ausgestatt.
T-3500TCNC System
1 Benotzt Echtzäit WINDOWS Betribssystem, kann den direkten Shutdown realiséieren;
2 Aarte vu Sproochoptiounen, kënnen op déi englesch Interface agestallt ginn, einfach ze bedreiwen;
3 Moudedesign, einfach ze bedreiwen, reflektéiert dat Mënschorientéiert;
4 Standard véier Achsen, zousätzlech Moduler, ënnerstëtzt bis zu sechs Achsen;
5,10 Zoll TFT Faarfbildschierm, LCD Touchscreen, Multi-Touch, zweedimensional Grafikprogramméierung, 3D-Display;
6 agebaute PLC-Funktiounen, reduzéieren den Circuitdesign, erhéijen d'Zouverlässegkeet;
7. USB Maus Interface, Tastatur Interface;
8 automatesch Aarbechtsstonnen a Béizäiten;
9, digital an 2D Grafik Full Touch Programméierung, 3D Vue vum Biegeprozess, automatesch Kompiléierung a Biege Simulatioun vum Biegeprozess;
10. Maschinnform, Form a Werkstéck kënne fräi am Verhältnes 1:1:1 no Grafiken vergréissert ginn.

11, digital, grafesch an aner Mëttele fir d'Programméierung vun de Formen, flaach Formen, grouss kreesfërmeg Bogenformen, Multi-V-Nut-Formen, variabel V-Nut-Formen;
12. Feeleralarmsystem fir Feelerbetrieb ze vermeiden;
13. Speicherkapazitéit 1G
14. Maschinn speziell Analysesoftware, Echtzäit Iwwerwaachung;
15. agebaute Dateiverwaltungssystem, Texteditor;
16. Tandembetrieb;
17. Den Operatiounspanel ass mat engem Noutstopp, engem manuelle Schieber an enger ergonomescher Perspektiv ausgestatt.
CNC-Kantpresse; CNC-Kantpresse; CNC-Kantpressmaschinn; CNC-hydraulesch Kantpresse; CNC-Kantpresse ze verkafen; CNC-Brems; hydraulesch Blechbrems; CNC-hydraulesch Kantpressemaschinn; CNC-Blechbrems-Genauegkeetskantpresse ze verkafen; CNC-Metallbrems; Kantpressemaschinn; CNC-hydraulesch Kantpress-Biegemaschinn; hydraulesch Kantpressemaschinn
Holland DELEM DA52 CNC System
1 Benotzt de Echtzäit-WINDOWS-Betribssystem, kann den direkten Ofschalt realiséieren
2. Auswiel vu verschiddene Sproochen mat praktescher Operatioun;
3. Modesch Erscheinungsbild mat mënscheorientéiertem Betrib;
4. Intelligent modular Struktur, de System kann déi 4 Achsen flexibel verlängeren
5. 7" TFT LCD-Display;
6. Agebaute PLC fir de Circuitdesign ze reduzéieren an d'Zouverlässegkeet ze erhéijen;
7. USB Maus Hafen, Tastatur Hafen, RS232 Hafen, Sécherheets-PLC Hafen;
8. Automatesch Akkumulatioun vun der Maschinnenaarbechtszäit a Béizäiten;
9. Digital Programméierung;
10. Digital Modus Formprogramméierung;
11. Déi automatesch Wénkelkorrekturdatenbank;
12, Feelerwarnsystem fir falsch Operatioun ze vermeiden;
13, d'Speicherkapazitéit ass 64M;
14, speziell Analysesoftware, Echtzäit-Iwwerwaachung;
15, Tandembetrieb;
16, den Operatiounspanel ass mat engem Dringenden Stop ausgestatt.

Holland DELEM DA53 CNC System
1 Benotzt de Betribssystem DELEM-LINUX, kann den direkten Ofschalt realiséieren
2. Auswiel vu verschiddene Sproochen mat praktescher Operatioun;
3. Modesch Erscheinungsbild mat mënscheorientéiertem Betrib;
4. Intelligent modular Struktur, de System kann déi 4 Achsen flexibel verlängeren
5. 10" TFT LCD-Display;
6. Agebaute PLC fir de Circuitdesign ze reduzéieren an d'Zouverlässegkeet ze erhéijen;
7. USB Maus Hafen, Tastatur Hafen, RS232 Hafen, Sécherheets-PLC Hafen;
8. Automatesch Akkumulatioun vun der Maschinnenaarbechtszäit a Béizäiten;
9. Digital Beréierungsprogramméierung;
10. Digital Modus Formprogramméierung;
11. Déi automatesch Wénkelkorrekturdatenbank;
12, Feelerwarnsystem fir falsch Operatioun ze vermeiden;
13, d'Speicherkapazitéit ass 64M;
14, speziell Analysesoftware, Echtzäit-Iwwerwaachung;
15. Integréiert Dateiverwaltungssystem, Texteditor
16, Tandem-Operatioun;
17, den Operatiounspanel ass mat engem Dringenden Stop ausgestatt.

| Nee. | Beschreiwung | Quantitéit | Bemierkung |
| 1 | Operatiounsdateien | Een Set | |
| 2 | Innen Sechskantschlüssel | Een Set | |
| 3 | Fettpistoul | Een Nr. | |
| 4 | Äerdungsschrauf | Een Set | |
| 5 | Astellungsschraube | Een Set | |
| 6 | Fousskontroll | Een Nr. | |
| 7 | Standard-Tooling | Een Set |
1. Hydraulikueleg: importéiert VG46# Anti-Verschleiss-Hydraulikueleg; an déi erfuerderlech Uelegmass hänkt vun der Maschinnspezifikatioun of;
2. Leeschtung: 380V, 50HZ, Spannungsschwankung 10%--5%
3. Ëmwelttemperatur: 0°C - +40°C
4. Ëmweltfiichtegkeet: relativ Fiichtegkeet 20-80%RH (net kondenséierend)
5. Halt Iech vun der staarker Schwéngungsquell an elektromagneteschen Interferenzen ewech.
6. Wéineg Stëbs, kee schiedlecht oder korrosivt Gas
7. D'Fundament no der Zeechnung vum Fundament virbereeden
8. Wielt dat relevant Personal mat enger bestëmmter Ausbildung fir eng laangfristeg Vereinbarung als Maschinnebedreiwer.
| Nee. | Beschreiwung | Quantitéit | Bemierkung |
| 1 | Operatiounsdateien | Een Set | |
| 2 | Innen Sechskantschlüssel | Een Set | |
| 3 | Fettpistoul | Een Nr. | |
| 4 | Äerdungsschrauf | Een Set | |
| 5 | Astellungsschraube | Een Set | |
| 6 | Fousskontroll | Een Nr. | |
| 7 | Standard-Tooling | Een Set |
60T
| Spezifikatioun | Eenheet | PR9 060/2550 | |
| Maximal Biegekraaft | KN | 600 | |
| Maximal Biegelängt | mm | 2550 | |
| Kolonn Distanz | mm | 2150 | |
| Halsdéift | mm | 350 | |
| Ram Schlag | mm | 215 | |
| Zougemaach Héicht | mm | 530 | |
| Ukënnegungsgeschwindegkeet | mm/s | 200 | |
| Aarbechtsgeschwindegkeet | mm/s | 18 | |
| Réckgeschwindegkeet | mm/s | 200 | |
| Haaptmotorleistung | Kw | 7,5 | |
| CNC-System | Holland Delem DA66T oder DA52S oder DA53T oder T-3500T CNC-System, dat Y1, Y2, X, R, Z1, Z2 Achsen a mechanesch Krounung kontrolléiert. | ||
| Uelegtankkapazitéit | L | 300 | |
| X Achs | Genauegkeet | mm | ±0,1 |
| Schlaganfall | mm | 500 | |
| Geschwindegkeet | mm/s | 400 | |
| Kraaft | Kw | 0,85 | |
| R Achs | Genauegkeet | mm | ±0,1 |
| Schlaganfall | mm | 200 | |
| Geschwindegkeet | mm/s | 200 | |
| Kraaft | Kw | 0,85 | |
| Z1, Z2 Achs | Genauegkeet | mm | ±0,1 |
| Schlaganfall | mm | 1250 | |
| Geschwindegkeet | mm/s | 1200 | |
| Kraaft | Kw | 0,75 | |
| Kontur Dimensioun | Längt | mm | 3400 |
| Breet | mm | 1400 | |
| Héicht | mm | 2510 | |
100T
| Spezifikatioun | Eenheet | PR9 100/3100 | PR9 100/4100 | |
| Maximal Biegekraaft | KN | 1000 | 1000 | |
| Maximal Biegelängt | mm | 3100 | 4100 | |
| Kolonn Distanz | mm | 2700 | 3700 | |
| Halsdéift | mm | 420 | 420 | |
| Ram Schlag | mm | 265 | 265 | |
| Zougemaach Héicht | mm | 530 | 530 | |
| Ukënnegungsgeschwindegkeet | mm/s | 220 | 220 | |
| Aarbechtsgeschwindegkeet | mm/s | 17 | 13 | |
| Réckgeschwindegkeet | mm/s | 220 | 150 | |
| Haaptmotorleistung | Kw | 15 | 11 | |
| CNC-System | Holland Delem DA66T oder DA52S oder DA53T oder T-3500T CNC-System, dat Y1, Y2, X, R, Z1, Z2 Achsen a mechanesch Krounung kontrolléiert. | |||
| Uelegtankkapazitéit | L | 350 | 500 | |
| X Achs | Genauegkeet | mm | ±0,1 | ±0,1 |
| Schlaganfall | mm | 500 | 500 | |
| Geschwindegkeet | mm/s | 400 | 400 | |
| Kraaft | Kw | 0,85 | 0,85 | |
| R Achs | Genauegkeet | mm | ±0,1 | ±0,1 |
| Schlaganfall | mm | 200 | 200 | |
| Geschwindegkeet | mm/s | 200 | 200 | |
| Kraaft | Kw | 0,85 | 0,85 | |
| Z1, Z2 Achs | Genauegkeet | mm | ±0,1 | ±0,1 |
| Schlaganfall | mm | 1850 | 2800 | |
| Geschwindegkeet | mm/s | 1200 | 1200 | |
| Kraaft | Kw | 0,75 | 0,75 | |
| Kontur Dimensioun | Längt | mm | 3450 | 4450 |
| Breet | mm | 1600 | 1600 | |
| Héicht | mm | 2750 | 2710 | |
150T
| Spezifikatioun | Eenheet | PR9 150/3100 | PR9 150/4100 | |
| Maximal Biegekraaft | KN | 1500 | 1500 | |
| Maximal Biegelängt | mm | 3100 | 4100 | |
| Kolonn Distanz | mm | 2700 | 3700 | |
| Halsdéift | mm | 420 | 420 | |
| Ram Schlag | mm | 265 | 265 | |
| Zougemaach Héicht | mm | 530 | 530 | |
| Ukënnegungsgeschwindegkeet | mm/s | 180 | 180 | |
| Aarbechtsgeschwindegkeet | mm/s | 11 | 11 | |
| Réckgeschwindegkeet | mm/s | 150 | 150 | |
| Haaptmotorleistung | Kw | 15 | 15 | |
| CNC-System | Holland Delem DA66T oder DA52S oder DA53T oder T-3500T CNC-System, dat X-, Y1-, Y2-, R-, Z1-, Z2-Achsen a mechanesch Krounung kontrolléiert. | |||
| Uelegtankkapazitéit | L | 440 | 600 | |
| Zuel vun Uelegtanken | Nee. | 3 | 4 | |
| X Achs | Genauegkeet | mm | ±0,10 | ±0,1 |
| Schlaganfall | mm | 500 | 500 | |
| Geschwindegkeet | mm | 500 | 400 | |
| Kraaft | kw | 0,85 | 0,85 | |
| R Achs | Genauegkeet | mm | ±0,10 | ±0,1 |
| Schlaganfall | mm | 200 | 200 | |
| Geschwindegkeet | mm | 200 | 200 | |
| Kraaft | kw | 0,85 | 0,85 | |
| Z1, Z2 Achs | Genauegkeet | mm | ±0,10 | ±0,1 |
| Geschwindegkeet | mm | 1200 | 1200 | |
| Schlaganfall | mm | 1850 | 2800 | |
| Kraaft | kw | 0,75 | 0,75 | |
| Kontur Dimensioun | Längt | mm | 3470 | 4470 |
| Breet | mm | 1720 | 1720 | |
| Héicht | mm | 2700 | 2710 | |
PR9 060
| Nee. | Numm | Modell | Mark | |
| 1 | CNC-System | CNC-System DA66T/T-3500T/DA52S oder DA53T | Holland DELEM | |
| 2 | Servomotor | ECMA-E21315RS/SGM7G-09AFC61 | DELTA ODER YASAKAWA | |
| 3 | Servo-Undriff | ASD-B2-1521-B/SGD7S-7R6A00A002 | DELTA ODER YASAKAWA | |
| 4 | Hydraulescht System | Elektrohydraulescht System | Däitschland Bosch-Rexroth oder Däitschland HOERBIGER | |
| Synchroniséierungskontrollmontage | a. Drockventil | |||
| b. aktivt Ventil | ||||
| c. proportional Servoventil etc. | ||||
| Hydraulesch Kontrollanordnung | a. Patrounventil | |||
| b. Proportionaldrockventil | ||||
| c. Auswielventil | ||||
| d. proportional Dekompressiounsventil | ||||
| z.B. Drockventil etc. | ||||
| 5 | Linear Führungsbunn | 35A---760L ODER 35E-760L | THK ODER PMI | |
| 6 | Kugelschrauf | 25/20-1000L oder R25/20-880/1000 | THK ODER PMI | |
| 7 | Uelegpompel | PGH3-2X/016RE071VU2 | Däitschland Rexroth | |
| 8 | Komplett Dichtungsringsatz am Uelegzylinder | USA PARKER | USA PARKER | |
| 9 | Komplett Set vun Héichdrockleitungen | 1.GE16 ZSR 3/4EDCF | USA PARKER, EO-2 Päifverbindung oder Däitschland VOSS Päifverbindung | |
| 2.GE28 LR3/4EDOMDCF | ||||
| 3.W10 ZLCF | ||||
| 4.TH10 ZLR KDSCF | ||||
| 5. WH10 ZSR KDSCF etc. | ||||
| 10 | Kupplung | R38 25/42 | Däitschland KTR | |
| 11 | AC-Kontaktor | LC1-D1810B7, LC1-D0910B7N etc. | Schneider | |
| 12 | Proximitéitsschalter | TP-SM5P2 etc. | ZÄIT | |
| 13 | Terminalleitung | UK2.5B, UK10N etc. | Phoenix | |
| 14 | Knäppchen | XB2-BVB3LC etc. | Schneider | |
| 15 | Molerei | Holland SIKKENS | ||
| 16 | Kréinung | National Mark (Standard) | SREE/UNIOUN | |
| 17 | Kréinung | Importéiert (Optioun) | VILLA | |
| 18 | Frontënnerstëtzer | Standard | JFY | |
PR9 100
| Nee. | Numm | Modell | Mark | |
| 1 | CNC-System | DA66T oder DA52S oder DA53T oder T-3500T CNC-System | Holland DELEM | |
| 2 | Servomotor | ECMA-E21315RS/SGM7G-09AFC61 | DELTA ODER YASAKAWA | |
| 3 | Servo-Undriff | ASD-B2-1521-B/SGD7S-7R6A00A002 | DELTA ODER YASAKAWA | |
| 4 | Hydraulescht System | Elektrohydraulescht System | Däitschland Bosch-Rexroth oder Däitschland HOERBIGER | |
| Synchroniséierungskontrollmontage | a. Drockventil | |||
| b. aktivt Ventil | ||||
| c. proportional Servoventil etc. | ||||
| Hydraulesch Kontrollanordnung | a. Patrounventil | |||
| b. Proportionaldrockventil | ||||
| c. Auswielventil | ||||
| d. proportional Dekompressiounsventil | ||||
| z.B. Drockventil etc. | ||||
| 5 | Linear Führungsbunn | 35A-760L ODER 35E-760L | THK ODER PMI | |
| 6 | Kugelschrauf | 20/25-880/1000 ODER R25/20-880/1000 | THK ODER PMI | |
| 7 | Uelegpompel | PGH4-3X/032RE071VU2 | Däitschland Rexroth | |
| IPVAP5-32 | Däitschland VOITH | |||
| HQI3-32 | Däitschland Eckerle | |||
| 8 | Komplett Dichtungsringsatz am Uelegzylinder | USA PARKER | USA PARKER | |
| 9 | Komplett Set vun Héichdrockleitungen | 1.GE16 ZSR 3/4EDCF | USA PARKER, EO-2 Päifverbindung oder Däitschland VOSS Päifverbindung | |
| 2.GE28 LR3/4EDOMDCF | ||||
| 3.W10 ZLCF | ||||
| 4.TH10 ZLR KDSCF | ||||
| 5. WH10 ZSR KDSCF etc. | ||||
| 10 | Kupplung | R38 25/42 | Däitschland KTR | |
| 11 | AC-Kontaktor | LC1-D1810B7, LC1-D0910B7N etc. | Schneider | |
| 12 | Proximitéitsschalter | TP-SM5P2 etc. | ZÄIT | |
| 13 | Terminalleitung | UK2.5B, UK10N etc. | Phoenix | |
| 14 | Knäppchen | XB2-BVB3LC etc. | Schneider | |
| 15 | Molerei | KAILEDI | ||
| 16 | Kréinung | National Mark (Standard) | SREE/UNIOUN | |
| 17 | Kréinung | Importéiert (Optioun) | VILLA | |
| 18 | Frontënnerstëtzer | Standard | JFY | |
PR9 150
| Nee. | Numm | Modell | Mark | |
| 1 | CNC-System | DA66T oder DA52S oder DA53T oder T-3500T CNC-System | Holland DELEM | |
| 2 | Servomotor | ECMA-E21315RS/SGM7G-09AFC61 | DELTA ODER YASAKAWA | |
| 3 | Servo-Undriff | ASD-B2-1521-B/SGD7S-7R6A00A002 | DELTA ODER YASAKAWA | |
| 4 | Hydraulescht System | Elektrohydraulescht System | Däitschland Bosch-Rexroth | |
| Synchroniséierungskontrollmontage | a. Drockventil | |||
| b. aktivt Ventil | ||||
| c. proportional Servoventil etc. | ||||
| Hydraulesch Kontrollanordnung | a. Patrounventil | |||
| b. Proportionaldrockventil | ||||
| c. Auswielventil | ||||
| d. proportional Dekompressiounsventil | ||||
| z.B. Drockventil etc. | ||||
| 5 | Linear Führungsbunn | 35A-760L ODER 35E-760L | THK ODER PMI | |
| 6 | Kugelschrauf | 20/25-880/1000 ODER R25/20-880/1000 | THK ODER PMI | |
| 7 | Uelegpompel | PGH4-3X/032RE071VU2 | Däitschland Rexroth | |
| IPVAP5-32 | Däitschland VOITH | |||
| HQI3-32 | Däitschland Eckerle | |||
| 8 | Komplett Dichtungsringsatz am Uelegzylinder | USA PARKER | USA PARKER | |
| 9 | Komplett Set vun Héichdrockleitungen | 1.GE16 ZSR 3/4EDCF | USA PARKER, EO-2 Päifverbindung oder Däitschland VOSS Päifverbindung | |
| 2.GE28 LR3/4EDOMDCF | ||||
| 3.W10 ZLCF | ||||
| 4.TH10 ZLR KDSCF | ||||
| 5. WH10 ZSR KDSCF etc. | ||||
| 10 | Kupplung | R38 25/42 | Däitschland KTR | |
| 11 | AC-Kontaktor | LC1-D1810B7, LC1-D0910B7N etc. | Schneider | |
| 12 | Proximitéitsschalter | TP-SM5P2 etc. | ZÄIT | |
| 13 | Terminalleitung | UK2.5B, UK10N etc. | Phoenix | |
| 14 | Knäppchen | XB2-BVB3LC etc. | Schneider | |
| 15 | Molerei | KAILEDI | ||
| 16 | Kréinung | National Mark (Standard) | SREE/UNIOUN | |
| 17 | Kréinung | Importéiert (Optioun) | VILLA | |
| 18 | Frontënnerstëtzer | Standard | JFY | |
CNC-Kantpresse; CNC-Kantpresse; CNC-Kantpressmaschinn; CNC-hydraulesch Kantpresse; CNC-Kantpresse ze verkafen; CNC-Brems; hydraulesch Blechbrems; CNC-hydraulesch Kantpressemaschinn; CNC-Blechbrems-Genauegkeetskantpresse ze verkafen; CNC-Metallbrems; Kantpressemaschinn; CNC-hydraulesch Kantpress-Biegemaschinn; hydraulesch Kantpressemaschinn
