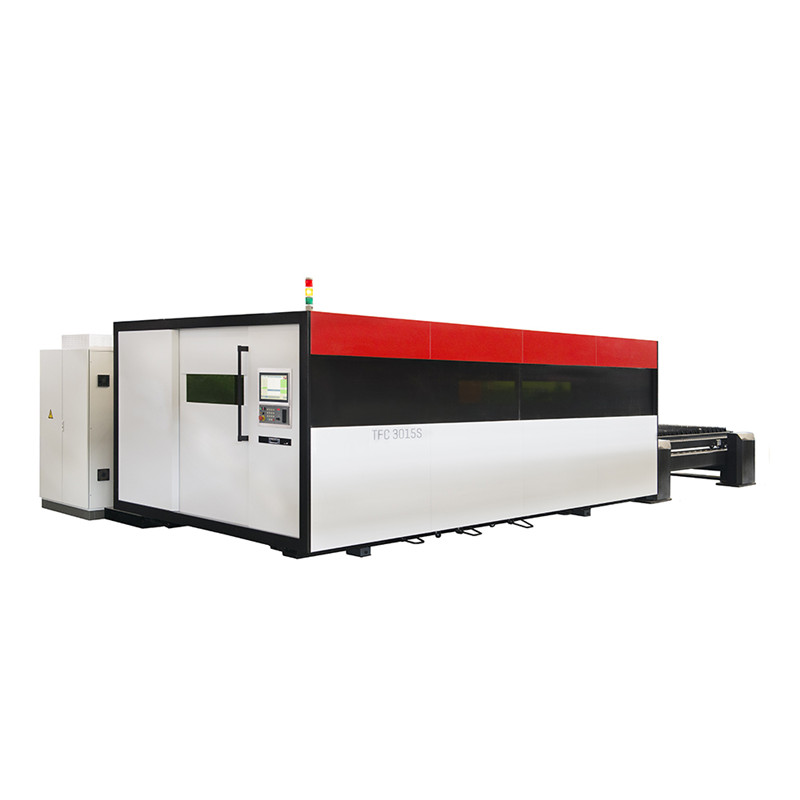



CNC Faserlaserschneidmaschinn
D'EFC3015 CNC Laserschneidmaschinn gëtt haaptsächlech fir d'Schneiden a Veraarbechtung vu flaache Placken benotzt. Iwwert dem CNC-System kënnen riicht Linnen an eng arbiträr Formkurve geschnidden a gefierft ginn. Si kann bequem normal Kuelestolplacken, Edelstolplacken, Kofferplacken, giel Koffer an Aluminium, an aner Metaller schneiden, déi net einfach mat übleche Veraarbechtungsmethoden geschnidde kënne ginn.
D'EFC3015 CNC-Laserschneidmaschinn ass eng nei Zort Laserschneidmaschinn. D'Struktur huet eng héich Steifheet, gutt Stabilitéit, héich Schnëtteffizienz an héich Bearbeitungspräzisioun. D'Produkter si vun héijer Flexibilitéit, Sécherheet, einfacher Operatioun a niddregem Energieverbrauch. Si gehéiert zu engem Ëmweltschutzprodukt, d'Gréisst vun der veraarbechter Placke: 3000 * 1500 mm; mat dem Sécherheetsschëld an dem Shuttle-Dësch. Den allgemengen Layout ass kompakt a vernünfteg.
Niddrege Verbrauch - Laser brauch kee Gas;
Niddrege Energieverbrauch, Energiespueren, Ëmweltschutz, niddrege Stroumverbrauch;
Modular Struktur, Killsystem a Liichtquellsystem a Laserquell sinn zesummen integréiert;
Déi héich Stabilitéit - Leeschtung - Zäit Feedback Kontrollsystem mat Laserleistung, Leeschtungsstabilitéit 1%;
Ënnerhaltskäschte si niddreg - de Faserkapp benotzt d'Spiegelschutztechnologie, wann verschmotzt, muss nëmmen d'Schutzlëns geännert ginn;
A. adoptéiert importéiert präzis linear Féierung, importéiert präzis Zännstaangantrieb, garantéiert d'Positionéierungsgenauegkeet an d'Widderhuelbarkeet.
B. Duerch déi direkt Undriffsstruktur mam Duebelmotor vum Gantry-Typ ass déi ganz Struktur vum Produkt kompakt, d'Steifheet ass gutt an d'Héicht vun der ganzer Maschinn ass méi niddreg.
Den Haaptkierper ass aus Stahlplacke geschweesst, no der Grobbearbechtung, fir géint Vibratiouns-Alterungsstress resistent ze sinn. Duerch präzis Bearbechtung gëtt eng zolidd Plattform a gläichméissegkeet fir de Bewegungssystem geséchert.
De Balken huet eng flexibel Struktur, mat adaptiver thermescher Expansiouns- a Kontraktiounsfunktioun, déi no der Finite-Element-Method berücksichtegt gëtt. D'Deeler vum Balken sinn duerch präzis linear Rollféierungen um Bett montéiert. D'Féierung, d'Zännrad an d'Rieder si mat enger flexibler Schutzofdeckung ausgestatt, fir datt se net duerch Stëbs kontaminéiert ginn.
D'Produkt ass mat engem Shuttle-Aarbechtsdësch ausgestatt, fir Material beim Schneiden einfach ze lueden an ze entlueden. Ënnert dem Aarbechtsdësch sinn Staubtreppen an eng Materialsammelrill ausgestatt, déi zum Radausléiswagen passt, kënnen d'Offäll direkt an den Offallausléiswagen kommen.

Glasfaserlaser huet d'Charakteristike vun der noen Infraroutspektroskopie, perfekter Stralqualitéit, optescher Glasfasertransmissioun, héijer elektrooptescher Konversiounseffizienz a sou weider.
(1) Mat enger rouder Laserliichtshowfunktioun.
(2) Héich elektrooptesch Konversiounseffizienz: D'elektrooptesch Konversiounseffizienz vum Glasfaserlaser ass ongeféier 33%.
(3) D'Glasfaserlaserpompelquell besteet aus engem héichleeschtende Single-Core Hallefleitermodul, an déi duerchschnëttlech Ausfallzäit ass méi kuerz.
(4) Héich Effizienz, internt Heizelement ass ganz niddreg am Verglach mam traditionelle Laser, de Bedarf u Stroum a Killung ass staark reduzéiert.
(5) De Lasergenerator brauch kee Betribsgas, et ass eng Lëns dobannen a brauch keng Ënnerhalt, et brauch keng Startzäit.

(1) CNC-Kontrollsystem benotzt Windows 7 System, d'Performance ass stabil a zouverlässeg.
(2) Digitalen AC-Servomotor mat groussen Dréimoment fir d'Positionéierungsgenauegkeet an d'dynamesch Leeschtung vum Produkt ze garantéieren.
(3) Grafiksimulatioun.
(4) Stroumkontrollfunktioun.
(5) Leapfrog-Funktioun.
(6) Schneidscannfunktioun.
(7) Scharf Veraarbechtungsfunktioun.
(8) Pausefunktioun, registréiert automatesch den Ofschnëtt vun der Prozedur.
(9) D'Virschau vum NC-Programm kann a Echtzäit geännert ginn, fir den Editiounsprozess unzepassen.
(10) Änneren, änneren all Instruktiounen am Prozess vum Sichprogramm fir ...
(11) Selbstdiagnosfunktioun, d'Alarmausnam gëtt op der Betribsinterface ugewisen.
(12) D'Gréisst vum Werkstéck kann vergréissert a verklengert ginn.
(13) Bildveraarbechtungsfunktioun vum Werkstéck.
(14) Automatesch Kantsichfunktioun.
(15) Nom Ausschalten kënnen déi aktuell Koordinaten opgeholl an automatesch zréckgesat ginn, nodeems de Stroum ugeschalt ass.

De Laserstrahl besteet aus optescher Faser, an de Laserstrahl ass parallel zur Fokussierungslëns. D'Schutzlëns ass am Spigelsëtz vum "Pull-Typ" montéiert, d'Ënnerhalts- an Ersatzzäit ass ganz kuerz. Wielt de Laserschneidkapp mat engem kontaktlose kapazitive Sensor, d'Leeschtung ass stabil a zouverlässeg, einfach ze benotzen.
D'Features sinn wéi follegt:
(1) D'Benotzung vu Schutzlënsen vum Schubladentyp fir de schnelle Wiessel vun optesche Schutzlënsen zum Schutz vun der Kollimatorlëns an der Fokussierlëns ze erliichteren.
(2) De Schneidkapp ass mat engem automateschen Héichtenverfolgungsgerät op der Z-Achs ausgestatt, dat vun engem kontaktlose kapazitive Sensor gesteiert gëtt. Beim Schneiden kann déi relativ Positioun tëscht dem Laserfokus an der Plack automatesch duerch den Ofstand tëscht der Uewerfläch vum Werkstéck an der Düse ugepasst ginn.
(3) De Laserschneidkapp kann dem CNC-System d'Signal vun der Kabelöffnung an der Kollisioun vum Schneidkapp usw. liwweren.
(4) Den Gasdrock vun 2,5 MPa kann dem Schneiden vu Veraarbechtungsmaterialien wéi Edelstol ausgesat sinn.
(5) Killt Waasser, d'Schneiden vum Hëllefsgas, Sensoren, etc. sinn all am Schneidkapp integréiert, reduzéieren effektiv de Schued un den uewe genannten Deeler beim Schneidprozess an verbesseren d'Produktstabilitéit.

4. Sécherheetsvorrichtung:
De Veraarbechtungsberäich ass mat enger Schutzofdeckung zougemaach an ass mat engem Sécherheetsschutzfënster ausgestatt, fir de Bedreiwer virun Laserstralung ze schützen.
5. Stëbssammlung:
De Schneidberäich ass mat engem Trennwand-Staubsaugrouer ausgestatt, an e staarke Zentrifugalstaubsammler gëtt benotzt fir Stëbs a Dreck ze entfernen. De Loftgebléis an d'Gréisst vum Interface an den 3 Meter Schlauch ginn zur Verfügung gestallt, de Verlängerungsrouer gëtt vum Benotzer jee no der Szen gemaach, d'Längt vum Wandrouer ass manner wéi 10 Meter, de Loftgebléis ass dobaussen;
6. Anti-Interferenzfäegkeet:
Mat engem fortgeschrattenen digitale Kontrollsystem ass et méiglech, Stéierungen ze widderstoen. Den elektresche System huet e strikten Anti-Jamming-Design, an den elektresche Kontrollkabinett ass a staark a schwaach Beräicher opgedeelt, wat géigesäiteg Stéierungen tëscht elektresche Komponenten effektiv verhënnere kann, sou datt e verlässlechen a stabile Betrib vun de Produkter garantéiere kann.
7. Beliichtung:
De Schnëttberäich ass mat zwou Sécherheetsspannungslampen ausgestatt, déi Beliichtung liwwere kënnen, wann d'Liicht net genuch ass oder net genuch ass, wat d'Operatioun méi bequem mécht.
8. Elektresch Komponenten:
Elektresch Komponenten, déi Produkter vu Schneider a vun anere bekannte internationale Markenfirmen benotzen, verbesseren d'Zouverlässegkeet vum Betrib däitlech. Den elektresche Schrank benotzt eng onofhängeg zougemaach Struktur, an d'Faarf vum Drot gëtt benotzt fir den AC-, DC-, Stroum- a Schutz-Äerdungsdrot z'ënnerscheeden.
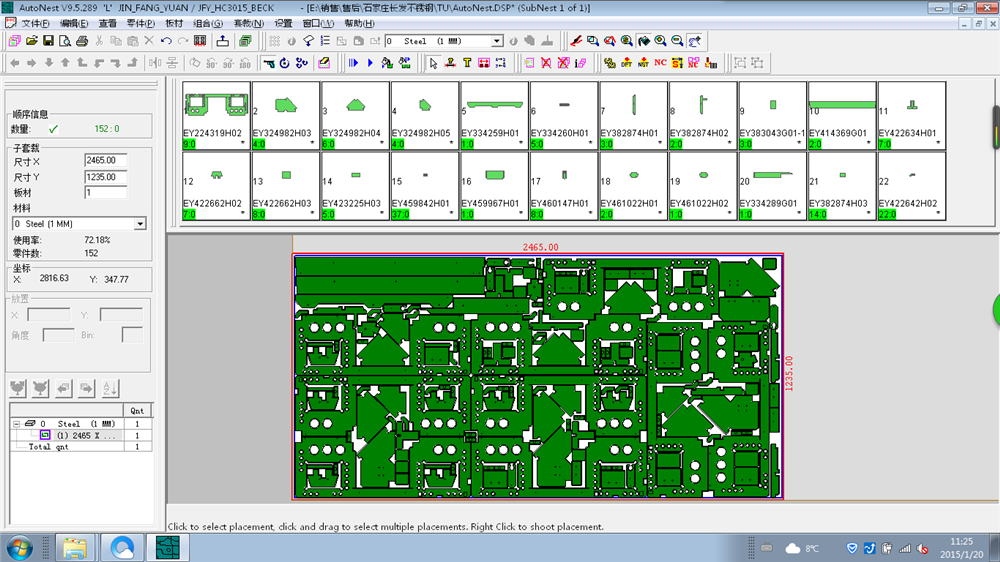
E Produkt, dat mat enger automatescher Programméierungssoftware vun CNCKAD ausgestatt ass, kann net nëmmen mat der CAD/CAM-Technologie vun der Fabréck verbonne ginn, mä och fir d'Aarbechtslaascht vun der Programméierung an d'Méiglechkeet vu Feeler ze reduzéieren, kann de gudde Programm d'Schnëtt simuléieren. Ausgestatt mat engem Schnëtt-Layout-Modul, automatesch Optimiséierung an Layout vun den ze bearbechten Deeler. Souwuel einfach wéi och komplex Werkstéckgrafiken kënnen automatesch an e Veraarbechtungsprogramm ëmgewandelt ginn.
NC Laserschneidsystem Programméierungssoftware Funktioun:
(1) Déi ganz chinesesch Betribsfläche.
(2) Ënnerstëtzung fir DWG, DXF Input- an Outputformater.
(3) D'Selbstkontrollleistung ass gutt, refuséiert d'Operatioun vum Feeler auszeféieren
(4) Automatesch Nistfunktioun, Material spueren.
(5) Vollautomatesch Multi-Schichten-Schneidfunktioun.
(6) Gravurfunktioun.
(7) Eng Villfalt u Schrëften fir Groussbritannien a Chinesesch.
(8) D'Längt vum Schnëttmuster kann berechent ginn.
(9) Gemeinsam Kantenschneidfunktioun.
(10) Käschtemanagementfunktiounen.
(11) Schneiddatebank.
(12) Den Datenaustausch kann iwwer den USB- oder RS232-Interface gemaach ginn.
* Software-Betribsëmfeld (dem Benotzer recommandéiert, Hardware z'ënnerstëtzen)
(1) Speicher 256M
(2) Festplack 80G
(3) XP Windows Betribssystem
(4) TFT 17" LCD-Display
(5) 16x DVD CD-ROM
| Artikel | Quantitéit | Bemierkung/Liwwerant |
| CNC-System | 1 Set | Beck Hoff |
| Fuer | 1 Set | LUST Undriff (X/Y Achs) + PHASE Motor (X/Y Achs) + Delta Undriff a Motor (Z Achs) |
| Lasergenerator | 1 Set | TRUFIBER SCHNËTT |
| Präzisiounsgetriebe vun der X/Y-Achs | 1 Set | GUDEL/ATLANTA/GAMBINI |
| Präzisiounskugelschraube vun der Z-Achs | 1 Set | THK |
| X/Y/Z-Achs präzis Kugellinearféierung | 1 Set | THK |
| Motor fir Shuttle-Dësch | 1 Set | NÄHEN |
| Pneumatesch Komponenten | 1 Set | SMC, GENTEC |
| Schneidkapp | 1 Set | PRECITEC |
| Automatesch Programméierungssoftware | 1 Set | CNCKAD |
| Elektresch Komponenten | 1 Set | Schneider |
| Schlepplinn | 1 Set | IGUS |
| Waasserkühler | 1 Set | TONGFEI |
| Nee. | Artikel | Spezifikatioun | Eenheet |
| 1 | Kraaft | 380/50 | V/Hz |
| 2 | Noutwendeg Energieverdeelung | 40 | kVA |
| 3 | Kraaftstabilitéit | ±10% | |
| 4 | Computer | 256 MB RAM / 80 MB Festplatte, DVD | |
| 5 | Sauerstoff fir d'Schneiden vu Kuelestol | D'Reinheet soll méi héich wéi 99,9% sinn | |
| 6 | Stéckstoff fir d'Schneiden vun Edelstahl | D'Reinheet soll méi héich wéi 99,9% sinn | |
| 7 | Waasser fir de Waasserkühler (destilléiert Waasser) | 100 | L |
| Konduktivitéit: >25μS/cm | μs | ||
| 8 | Rengt Waasser | 150 | L |
| 9 | Äerdungswiderstand | ≤4 | Ω |
| 10 | Installatiounsumgebungstemperatur vum Lasergenerator | 5-40 | ℃ |
| 11 | Fiichtegkeet vun der Installatiounsëmfeld vum Lasergenerator | Manner wéi 70% | |
| 12 | Ufuerderunge fir d'Installatiounsfläch (d'Detailer kënnen op der Fundamentzeechnung consultéiert ginn) | D'Déckt vum Fundamentsbeton soll méi déck wéi 250 mm sinn, d'Flaachheet soll manner wéi 10 mm all 3 m sinn. Et sollt keng Vibratiounen am Installatiounsberäich ginn. | |
| Artikel | Quantitéit | Eenheet |
| Schutzlëns | 5 | PC. |
| Keramikrank | 1 | Nee. |
| Schneiddüse | 6 | Nee. |
| Schlëssel | 1 | Nee. |
Liwwert all néideg an detailléiert technesch Dokumenter fir Installatioun, Betrib an Ënnerhalt
(1) Instruktioune fir Laserschneidmaschinnen
(2) CNC-Systemdaten
(3) Elektrescht Prinzipdiagramm
(4) Instruktioune fir Waasserkiller
(5) Installatiounslayout
(6) Fundamentzeechnung
(7) Qualifikatiounszertifikat
(8) Installatioun, Inbetriebnahmung an Akzeptanz
Nodeems d'Produkt um Installatiounsplaz vum Benotzer ukomm ass, wäert eis Firma erfuerene Mataarbechter op de Benotzerplaz fir d'Installatioun, d'Inbetriebsetzung an d'Ausschneiden an d'Veraarbechtung vu Proben organiséieren. Déi definitiv Akzeptanz gëtt um Benotzerplaz no dem Akzeptanzstandard vun eiser Firma duerchgefouert. Zu den Akzeptanzpunkten gehéieren: d'Erscheinungsqualitéit, d'Konfiguratioun vun all Deel, d'Schnëttgenauegkeet a -qualitéit, d'Leeschtungsparameter, d'Stabilitéit, den Aarbechtstest, etc.
Eis Firma ass verantwortlech fir d'Installatioun an d'Inbetriebsetzung. D'Benotzer mussen déi néideg Aarbechtskräfte a Liftprodukter virbereeden. D'Benotzer preparéieren Verbrauchsmaterial a Proufmaterial fir d'Inbetriebsetzung.
Éischte Schrëtt
(1) Déi virleefeg Akzeptanz vun de Produkter gëtt an eiser Firma duerchgefouert.
(2) D'Akzeptanz vun de Produkter gëtt am Aklang mat der technescher Vereinbarung duerchgefouert, déi vun deenen zwou Parteien ënnerschriwwe gouf.
(3) Inspektioun vum Produktausgesinn: D'Pipeline-Layout soll raisonnabel, propper a schéin sinn, d'Verbindung soll zouverlässeg sinn; d'Faarfuewerfläch soll gläichméisseg a schéin dekoréiert sinn; d'Produktausgesinn ouni Klopfen an aner Mängel.
(4) Inspektioun vun der Produktkonfiguratioun.
(5) Inspektioun vun der Qualitéit vun de Schnëttproben op der Plaz.
Schrëtt 2 Akzeptanz
(1) Déi definitiv Akzeptanz vum Produkt gëtt beim Benotzer op der Plaz duerchgefouert.
(2) D'Akzeptanz vun de Produkter muss geméiss dem ënnerschriwwenen techneschen Accord an dem Iwwergabsoptrag duerchgefouert ginn, an d'Material fir d'Tester muss vum Benotzer zur Verfügung gestallt ginn. Wann de Benotzer déi typesch Zeechnunge vum Werkstéck muss akzeptéieren, gitt w.e.g. déi typesch Zeechnunge (elektronesch Versioun) am Viraus zur Verfügung.
(3) Nom Ofschloss vun der Installatioun an der Inbetriebnahme, wann de Produit normal funktionéiert, wäert en den Akzeptanztest passéieren. Den definitiven Akzeptanztest gëtt als qualifizéiert ugesinn an d'Qualitéitsgarantieperiod fänkt un.
(1) Verlaangt vun den Auszubildenden, datt si eng Secondairesschoul oder eng Héichschoulausbildung hunn (Elektriker sinn am beschten), gläichzäiteg gewësse Basiskenntnisser iwwer Computere beherrschen a gutt am Computerbetreien sinn.
(2) No der Installatioun an der Inbetriebnahme ass eis Firma verantwortlech fir eng gratis Ausbildung virun Ort fir 7 Deeg fir d'Benotzer ze bidden, 1 elektreschen Ënnerhaltungsaarbechter, 2 Bedreiwer an 1 mechaneschen Ënnerhaltungsaarbechter auszebilden. An dofir ze suergen, datt d'Benutzerbedreiwer d'Produktleistung, de korrekte Betrib an d'Ënnerhaltsfäegkeeten am Fong beherrschen.
(3) Trainingsinhalt: Produktstruktur a Leeschtung, Laserleistung, Operatioun, NC-Programméierung, Laserveraarbechtungstechnologie, deeglech Ënnerhalt an aner Aspekter.
(4) Spezial Trainingsënnerstëtzung: D'Benotzer kënnen 2-3 Betreiber a Wartungspersonal arrangéieren, fir zu all Moment an eis Firma ze kommen.
D'Ausbildung ass vun der Ausbildungsgebühr befreit.
Käschten, déi während der Garantiezäit entstinn, ginn vun eiser Firma gedroen, ausser déi, déi duerch falsch Benotzung a Betrib duerch d'Benotzer entstinn.
Eis Firma bitt Ënnerhaltsdéngschter a Ersatzdeeler fir d'Liewensdauer.
D'Garantieperiod fir d'Produktqualitéit ass ee Joer an d'Garantieperiod fir d'optesch Lëns ass 90 Deeg. D'Schneiddüs, d'Schneidstützplack, de Filterelement, de Keramikkierper an d'optesch Lëns sinn Deeler, déi liicht futti kënne goen.
Bemierkung: EFC huet eng Loftschneidfunktioun (10 kg Loftkompressor), awer de Client soll déi folgend Deeler selwer ausrüsten.
CNC-Faserlaser-Schneidmaschinn; CNC-Faserlaser-Schneidmaschinn; CNC-Faserlaser; CNC-Faserlaserschneider; Hiersteller vun CNC-Turret-Stanzmaschinnen
| Artikel | Numm | Mark | Modell | OTY |
| 1 | Uelegfräie Loftkompressor | WW-0.9/1.0 | 1 | |
| 2 | Trockner | PARKER | SPL012 | 1 |
| 3 | Waasserseparator | Domnick | WS020CBFX | 1 |
| 4 | Filteren | Domnick | AO015CBFX | 1 |
| 5 | Filteren | Domnick | AA015CBFX | 1 |
| 6 | Filteren | Domnick | ACS015CBMX | 1 |
| 7 | Kupplung | PARKER | FXKE2 | 2 |
| 8 | Kupplung | PARKER | NJ015LG | 1 |
| 9 | Drockentlastungsventil | FESTO | LR-1/2-D-MIDI | 1 |
| 10 | Gelenk | SMC | KQ2H12-04AS | 1 |
| 11 | Gelenk | SMC | KQ2L12-04AS | 6 |
| 12 | Gelenk | SMC | KQ2P-12 | 1 |
| 13 | Gasleitung | SMC | T1209B | 15 m |
| 14 | Gelenk | EMB | VADKO 15-RL/WD | 1 |
| 15 | Gelenk | EMB | X A15-RL/WD | 1 |
1. Haaptspezifikatioun
| Artikel | Spezifikatioun | Eenheet | |
| 1 | Blatschneidgréisst | 3000×1500 | mm |
| 2 | Schlag vun der X-Achs | 3000 | mm |
| 3 | Schlag vun der Y-Achs | 1500 | mm |
| 4 | Schlag vun der Z-Achs | 280 | mm |
| 5 | Maximal Fütterungsgeschwindegkeet | 140 | m/Min |
| 6 | Schneidgenauegkeet | ±0,1 | mm/m |
| 7 | Bewäert Laserleistung | 1000 | W |
| 8 | Schnëttdicke (wann déi erfuerderlech Schnëttbedingung erfëllt ass) | Kuelestol 0,5-12 | mm |
| Edelstahl 0,5-5 | mm | ||
| 9 | Stabil Schnëttdicke | Kuelestol 10 | mm |
| Edelstahl 4 | mm | ||
| 10 | Inputleistung | 31 | kVA |
| 11 | Zäit fir den Austausch vun engem Shuttle-Dësch | 10 | S |
| 12 | Maschinngewiicht | 8 | t |
2. SPI Laserresonator
| Modell | TruFiber -1000 |
| Inputleistung | 3000W |
| Ausgangsleistung | 1000W |
| Laserkraaftstabilitéit | <1% |
| Laserwellenlängt | 1075nm |
3. CNC-System
| Artikel | Spezifikatioun |
| CNC-System | Beckhoff |
| Prozessor | Duebelkär 1,9 GHz |
| Systemspeicherkapazitéit | 4GB |
| Hardware-Speicherkapazitéit | 8GB |
| Bildschiermtyp a Gréisst | 19 Zoll faarweg Flëssegkristall |
| Standard Kommunikatiounsport | USB2.0, Ethernet |